
Puolijohdevalmistuksen korkean panoksen maailmassa tarkkuus ei ole pelkkä tavoite; se on selviytymisen valuutta. Kun sirut kutistuvat nanometrikokoisiksi, niiden valmistuksesta vastaavien koneiden – litografia-askelluskoneiden, kiekkoskannereiden ja mittaustyökalujen – on toimittava horjumattoman vakaasti. Yrityksemme on ollut kahden vuosikymmenen ajan alan eturintamassa ja tarjonnut perustan näille tekniikan ihmeille: korkealaatuisille tarkkuusgraniittikomponenteille.
Yhteistyökumppaniemme matka johtavan maailmanlaajuisen puolijohdelaitevalmistajan (OEM) kanssa kuitenkin paljastaa, että arvomme ulottuu pelkän kiven toimittamisen ulkopuolelle. Se on tarina siitä, kuinka syvällinen insinööriosaaminen ja räätälöidyt materiaaliratkaisut voivat ratkaista monimutkaisia toiminnallisia pullonkauloja. Tässä tapaustutkimuksessa kerrotaan, kuinka teimme yhteistyötä tämän asiakkaan kanssa kriittisen kipupisteen – liiallisen kalibrointiajan – ratkaisemiseksi ja saavutimme hämmästyttävät 40 prosentin vähennyksen, mikä paransi heidän läpimenoaikaansa ja luotettavuuttaan.
Haaste: Ajelehtimisen ja seisokkiajan korkeat kustannukset
Asiakkaamme, huippuluokan kiekkojen valmistuslaitteiden toimittaja, kohtasi jatkuvan haasteen uusimman sukupolven suurtehoisten metrologiatyökalujensa kanssa. Nämä kiekkojen mikroskooppisten virheiden tarkastamiseen suunnitellut koneet käyttivät monimutkaisia liikejärjestelmiä anturien nanometritarkkuuden asemoimiseksi.
Kipupiste: Kalibrointiaika
Elektroniikan ja ohjelmistojen hienostuneisuudesta huolimatta koneet kärsivät "ajautumisesta". Tehdasympäristön lämpötilan vaihdellessa ja koneiden tuottaessa sisäistä lämpöä laitteiden rungot laajenivat ja supistuvat pieninä määrinä.
Elektroniikan ja ohjelmistojen hienostuneisuudesta huolimatta koneet kärsivät "ajautumisesta". Tehdasympäristön lämpötilan vaihdellessa ja koneiden tuottaessa sisäistä lämpöä laitteiden rungot laajenivat ja supistuvat pieninä määrinä.
- Seuraus: Tarkkuuden ylläpitämiseksi koneiden oli suoritettava "kotiinlähtö" eli kalibrointisykli neljän tunnin välein.
- Kesto: Jokainen kalibrointisykli kesti noin 25 minuuttia.
- Vaikutus: Toimialalla, jolla laitteiden kokonaistehokkuus (OEE) on etusijalla, 25 minuutin tuotantoajan menetys neljän tunnin välein oli mahdotonta hyväksyä. Se johti merkittäviin läpimenohävikkeisiin ja turhautuneisiin loppukäyttäjiin (sirutehtaisiin), jotka vaativat 24/7 käyttöaikaa.
Asiakkaan suunnittelutiimi epäili, että perimmäinen syy oli koneen alustan ja liikkuvien nostolaitteiden rakenteellinen vakaus, sillä ne oli valmistettu komposiittimetalliseoksesta. He tarvitsivat ratkaisun, joka tarjoaisi erinomaisen lämpövakauden ilman, että heidän liikkeenohjausarkkitehtuuriaan tarvitsisi suunnitella kokonaan uudelleen.
Ongelman fysiikka: Miksi metalli oli rajana
Ymmärtääksemme, miksi asiakkaalla oli näitä kalibrointiongelmia, meidän oli tarkasteltava materiaalitieteen näkökulmaa. Alkuperäisessä laitteistosuunnittelussa käytettiin hitsattua terästä ja valurautaa rakennepohjana. Vaikka nämä materiaalit ovat vahvoja, niillä on kaksi selkeää haittapuolta tarkkuussovelluksissa:
- Korkea lämpölaajenemiskerroin: Teräs laajenee noin kaksi kertaa enemmän kuin graniitti samalla lämpötilanmuutoksella. Jopa 1 °C:n muutos puhdastilassa voi aiheuttaa metallirungon vääntymisen niin paljon, että se häiritsee koneen linjausta ja aiheuttaa uudelleenkalibroinnin tarpeen.
- Sisäinen jännitys: Hitsatut rakenteet sisältävät valmistusprosessista peräisin olevia jäännösjännityksiä. Ajan myötä nämä jännitykset purkautuvat, jolloin runko alkaa "ryömiä" tai vääntyä hieman, mikä lisää kohdistusvirheitä.
Asiakas tarvitsi materiaalin, joka oli termisesti inertti, mittapysyvä ja kykeni vaimentamaan suurnopeusmoottoreiden synnyttämiä tärinöitä. He tarvitsivat tarkkoja graniittikomponentteja.
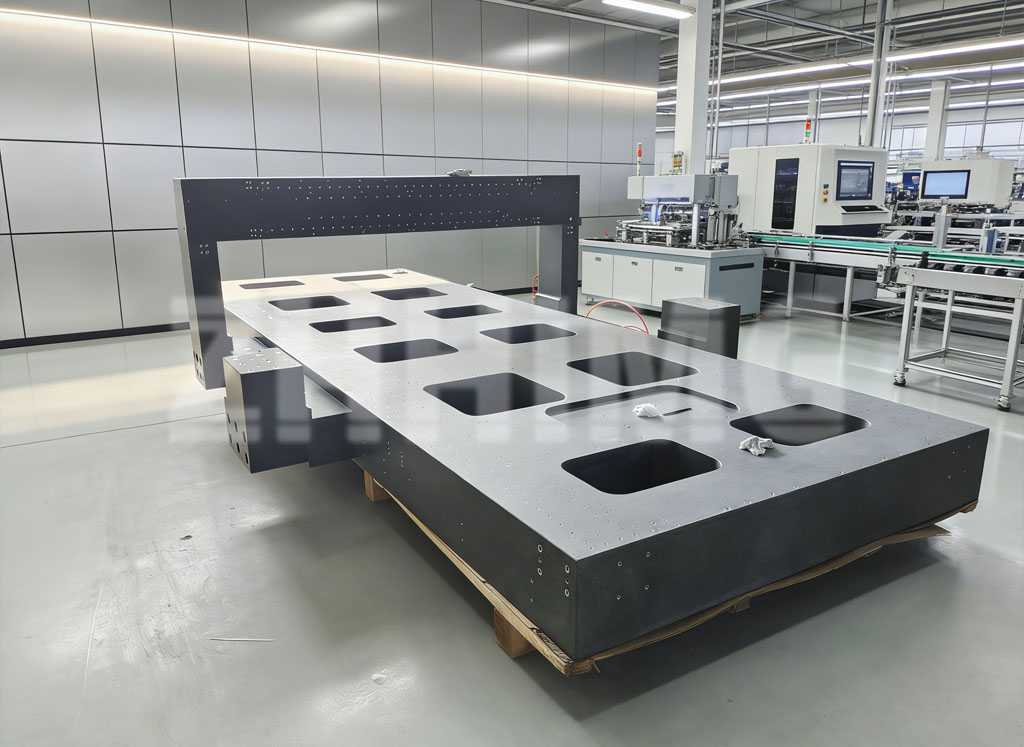
Ratkaisu: räätälöity graniittiarkkitehtuuri
Hyödyntämällä 20 vuoden kokemustamme alalta, suunnittelutiimimme ehdotti koneen rakenteellisen ytimen kattavaa jälkiasennusta ja uudelleensuunnittelua. Emme toimittaneet vain kivilohkaretta; suunnittelimme järjestelmän.
Materiaalivalinta: ”Musta galaksi” -graniitti
Valitsimme korkealaatuisen luonnongraniitin, joka on erityisesti valittu sen hienorakeisen rakenteen ja suuren tiheyden vuoksi. Tämä materiaali tarjosi:
Valitsimme korkealaatuisen luonnongraniitin, joka on erityisesti valittu sen hienorakeisen rakenteen ja suuren tiheyden vuoksi. Tämä materiaali tarjosi:
- Alhainen lämpölaajeneminen: Noin 5,4 × 10⁻⁶/°C, huomattavasti pienempi kuin teräksellä.
- Korkea vaimennuskyky: Graniitti vaimentaa tärinää 10 kertaa paremmin kuin valurauta, mikä varmistaa, että moottorin melu ei häiritse herkkiä mittauksia.
Suunnittelun innovaatio: ”Stressitön” geometria
Yksi graniitin käytön suurimmista riskeistä on sen paino ja työstön vaikeus. Tiimimme hyödynsi edistynyttä CAD-mallinnusta pohjan geometrian optimointiin. Suunnittelimme sisäiset riparakenteet, jotka maksimoivat jäykkyyden ja minimoivat massan.
Yksi graniitin käytön suurimmista riskeistä on sen paino ja työstön vaikeus. Tiimimme hyödynsi edistynyttä CAD-mallinnusta pohjan geometrian optimointiin. Suunnittelimme sisäiset riparakenteet, jotka maksimoivat jäykkyyden ja minimoivat massan.
Lisäksi toteutimme ”kinemaattisen kytkennän”. Graniitin suoraan teräsrunkoon pulttikiinnityksen sijaan (mikä siirtäisi jännitystä) käytimme kolmipistekiinnitysjärjestelmää säädettävillä tasauspaloilla. Tämä varmisti, että graniitti pysyi täysin tasapainossa, vapaana ulkoisista voimista, jotka voisivat aiheuttaa vääristymiä.
Valmistusprosessi
Näiden komponenttien luominen vaati mikronitason valmistuskapasiteettia:
Näiden komponenttien luominen vaati mikronitason valmistuskapasiteettia:
- CNC-tarkkuuskoneistus: Käytimme timanttikärkisiä työkaluja graniitin työstämiseen ±5 mikronin toleranssilla.
- Hionta ja kiillotus: Johdekiskot, joissa lineaarimoottorit liikkuisivat, hiottiin käsin alle 0,5 mikronin Ra-pinnanlaadun saavuttamiseksi. Tämä erittäin sileä pinta vähensi kitkaa ja stick-slip-ilmiötä, mikä paransi entisestään liikkeen vakautta.
Toteutus: Prototyypistä tuotantoon
Siirtymävaihe vaiheistettiin riskien minimoimiseksi. Toimitimme ensin asiakkaan tutkimus- ja kehityslaitokselle sarjan graniittisten jalustojen prototyyppejä.
Vaihe 1: Validointi
Asiakas asensi graniittijalustan testiyksikköön. Tulokset olivat välittömiä. Lämpötilaa ajelehtiva tekijä väheni yli 60 % teräksiseen lähtötilanteeseen verrattuna. Kone pysyi linjauksessaan huomattavasti pidempään.
Asiakas asensi graniittijalustan testiyksikköön. Tulokset olivat välittömiä. Lämpötilaa ajelehtiva tekijä väheni yli 60 % teräksiseen lähtötilanteeseen verrattuna. Kone pysyi linjauksessaan huomattavasti pidempään.
Vaihe 2: Integraatio
Kun materiaali oli validoitu, työskentelimme heidän ohjelmistotiiminsä kanssa koneen kompensaatioalgoritmien säätämiseksi. Koska graniittipohja oli niin vakaa, ohjelmiston ei enää tarvinnut käyttää aggressiivisia korjauskertoimia, jotka aiemmin aiheuttivat laskennallista viivettä.
Kun materiaali oli validoitu, työskentelimme heidän ohjelmistotiiminsä kanssa koneen kompensaatioalgoritmien säätämiseksi. Koska graniittipohja oli niin vakaa, ohjelmiston ei enää tarvinnut käyttää aggressiivisia korjauskertoimia, jotka aiemmin aiheuttivat laskennallista viivettä.
Vaihe 3: Täysi käyttöönotto
Perustimme oman tuotantolinjan toimittamaan graniittikomponentteja heidän massatuotantoyksiköilleen. Laadunvalvontamme varmisti, että jokainen toimitettu alusta oli identtinen, minkä ansiosta laitevalmistaja pystyi skaalaamaan tuotantoaan ilman poikkeamia.
Perustimme oman tuotantolinjan toimittamaan graniittikomponentteja heidän massatuotantoyksiköilleen. Laadunvalvontamme varmisti, että jokainen toimitettu alusta oli identtinen, minkä ansiosta laitevalmistaja pystyi skaalaamaan tuotantoaan ilman poikkeamia.
Tulokset: Kalibrointiaika lyhenee 40 %
Kuuden kuukauden kenttäkäytön jälkeen asiakkaiden tehtaissa tiedot vahvistivat projektin onnistumisen. Siirtyminen tarkkuusgraniittikomponentteihin tuotti mitattavia ja vaikuttavia tuloksia.
Määrälliset parannukset
| Metrinen | Edellinen (teräsjalusta) | Uusi (graniittipohja) | Parannus |
|---|---|---|---|
| Kalibrointitaajuus | 4 tunnin välein | 8 tunnin välein | 50 % harvemmin |
| Kalibroinnin kesto | 25 minuuttia | 15 minuuttia | 40 % nopeampi |
| Koneen käyttöaika | 92 % | 96,5 % | +4,5 % Saatavuus |
| Läpäisykyky | 100 kiekkoa/tunti | 104 kiekkoa/tunti | +4 % tuotos |
”40 %:n” erittely
Pääsaavutus – kalibrointiajan lyheneminen 40 % – saavutettiin kahdella mekanismilla:
Pääsaavutus – kalibrointiajan lyheneminen 40 % – saavutettiin kahdella mekanismilla:
- Nopeampi asettumisaika: Koska graniitti vaimensi tärinöitä niin tehokkaasti, anturit pystyivät vakautumaan ja ottamaan lukemia paljon nopeammin kalibrointirutiinin aikana. Koneen ei tarvinnut "odottaa" tärinöiden vaimenemista.
- Vähemmän iteraatioita: Teräsjalustat vaativat usein useita kalibrointikertoja tarkan kohdistuksen saavuttamiseksi prosessin aikana tapahtuneen lämpöajautumisen vuoksi. Graniittijalusta oli riittävän vakaa, jotta kalibrointi onnistui ensimmäisellä kerralla.
Laadulliset hyödyt
Raakojen lukujen lisäksi asiakas raportoi merkittävistä toissijaisista hyödyistä:
Raakojen lukujen lisäksi asiakas raportoi merkittävistä toissijaisista hyödyistä:
- Parannettu saanto: Graniitin vakaus vähensi mittauskohinaa, mikä mahdollisti pienempien vikojen havaitsemisen ja paransi siruvalmistajien kokonaissaantoa.
- Vähäisempi huoltotarve: Graniitti ei ruostu eikä syövy. Asiakas huomasi, että pohjan korroosioon tai rakenteelliseen vääntymiseen liittyvät huoltokäynnit vähenivät.
- Asiakastyytyväisyys: Loppukäyttäjät (fabit) raportoivat korkeammasta luotettavuudesta, mikä vahvisti alkuperäislaitevalmistajan mainetta markkinoilla.
Johtopäätös: Tarkkuusgraniitin strateginen arvo
Tämä tapaustutkimus havainnollistaa, että puolijohdelaitteiden kalibrointi ei ole pelkästään ohjelmistohaaste, vaan se on myös rakenteellinen. Puuttumalla epävakauden perimmäiseen syyhyn – koneen perusmateriaaliin – pystyimme saavuttamaan suorituskyvyn parannuksia, joita pelkkä ohjelmisto ei pystyisi saavuttamaan.
Olemme auttaneet valmistajia rikkomaan mahdollisuuksien rajoja 20 vuoden ajan. Toimittamalla tarkkoja graniittikomponentteja, jotka toimivat liikkeen ja mittauksen perimmäisenä perustana, mahdollistamme asiakkaillemme suurempien nopeuksien, tiukempien toleranssien ja paremman tehokkuuden saavuttamisen.
Julkaisun aika: 20. huhtikuuta 2026